
In 1989, Stefan Jonas and Lutz Redmann, two close friends working as engineers, founded a company in Berlin to design and build custom automated assembly machines. Today, Jonas & Redmann Group GmbH employs more than 400 people at five locations on three continents.
Jonas & Redmann’s portfolio includes stand-alone cells to highly automated production lines. The company has built machines for a variety of products, including medical devices, photovoltaics and batteries.
Frank Polak has been a key player in the company’s success story for the last 28 years. He started out as a design engineer, and has since become Jonas & Redmann’s head of medical engineering. He now leads a team of six design engineers.
“Most of our customers are large corporations with global reach. Standards in the medical technology sector are always high, but our customer base means that we have to meet even more demanding requirements. After all, patients’ well-being and safety are at stake,” Polak points out.
This is why every machine built by Jonas & Redmann must be qualified and validated, including all subassemblies and add-on components.
Testing and Traceability
Many medical devices are disposables—single-use products that are discarded after use—so they must be produced in large quantities. Even so, high quality is still an absolute necessity.
This was evident in a recent project to design and build an automated machine to assemble mixing nozzles. The machine would need to assemble 5 million nozzles annually. Dental laboratories use the nozzles to mix and dispense two-component casting compounds for making dental impressions and molds. Since the compound cures after mixing, the nozzles can’t be reused.
The nozzle consists of four plastic parts. One of the parts, the mixing mechanism, must rotate freely inside the nozzle. Resistance to rotation must be less than 0.5 newton-meter.
To measure the functionality of the mixing mechanism, engineers integrated a pair of products from the Kistler Group: a Model 4502A torque sensor and the maXYmos BL process monitoring system.
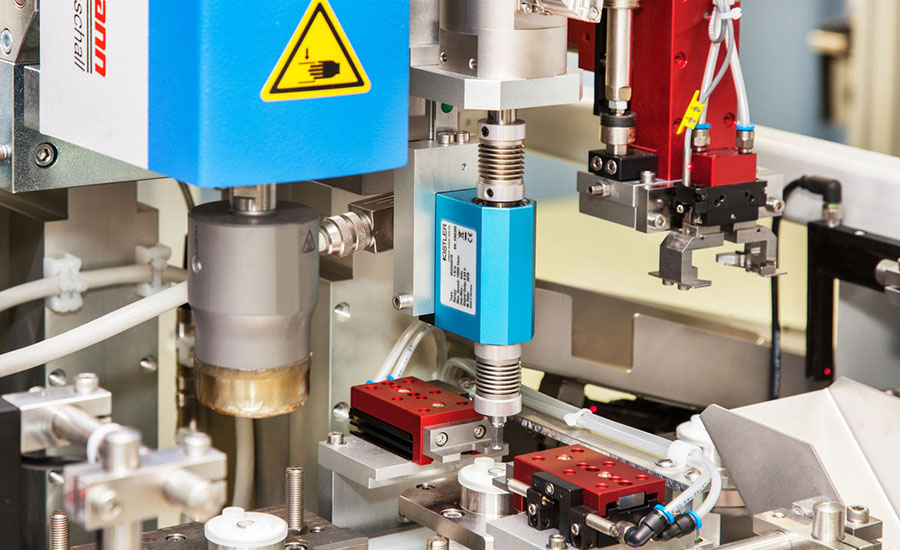
A torque sensor carries out function checks on the component and communicates directly with the control. The cycle time is 1.5 seconds. Photo courtesy Kistler Group
After the nozzle is assembled, the torque sensor measures how much effort is needed to rotate the mixing mechanism. The maXYmos system records and analyzes the torque curve for each nozzle and stores all the data for traceability purposes.
“Traceability is an essential requirement in today’s medical sector, and responsibility for it is increasingly passed on to the special-purpose machinery manufacturer,” Polak explains.
The Kistler equipment communicates directly with the machine control, so that faulty assemblies are automatically and immediately segregated from good ones.
The assembly system automatically segregates good and faulty parts in a split second. Photo courtesy Kistler Group
“With a production rate of 40 parts per minute—equivalent to a cycle time of 1.5 seconds—this poses an enormous challenge,” says Polak. “That’s why we’re so satisfied with Kistler’s technology. It does exactly what we need for the application!
“Before we use any third-party components, we check whether we could meet the requirement by designing the technology ourselves. But in this case, Kistler’s system was quite simply the better alternative for integrated process monitoring.”
Process Monitoring Adds Value
Kistler manufactures a variety of sensors for measuring and analyzing variables such as force, torque, strain and pressure. The company also manufactures servo presses for precise control over force and distance during press-fit assembly.
Jonas & Redmann has been using Kistler technology for years. “In our joining processes, we already make use of Kistler’s electromechanical joining systems,” says Andreas Nowak, head of mechanical engineering and operational technology at Jonas & Redmann. “They ensure effective automation because they feature high efficiency and precise control.”

Jonas & Redmann has been designing and building custom automated assembly systems since 1989. Photo courtesy Kistler Group
An important factor in the success of the nozzle assembly machine was Kistler’s collaboration with Jonas & Redmann’s engineers. Together, the two teams quickly devised a test rig to verify the system’s feasibility. At the very first attempt, the test confirmed that the transducer shaft was suitable for the application. The assumed theoretical values for frictional torque were virtually identical to the actual torque measured on the test rig.
“The transducer shaft used here had already proven its excellence on the market many times over, especially in applications such as this one for measuring friction coefficients,” says Jörg Nimz, a sales engineer at Kistler. “So we’re pleased that Jonas & Redmann placed its trust in us.”
ASSEMBLY ONLINE
For more information on torque sensors and process monitoring, visit www.assemblymag.com to read these articles:
Get Objective for Vehicle Dynamics Testing
Force-Displacement Monitor Ensures Zero-Defect Connectors
Zero Defects is Tier 1 Automotive Supplier’s Measure of Success



